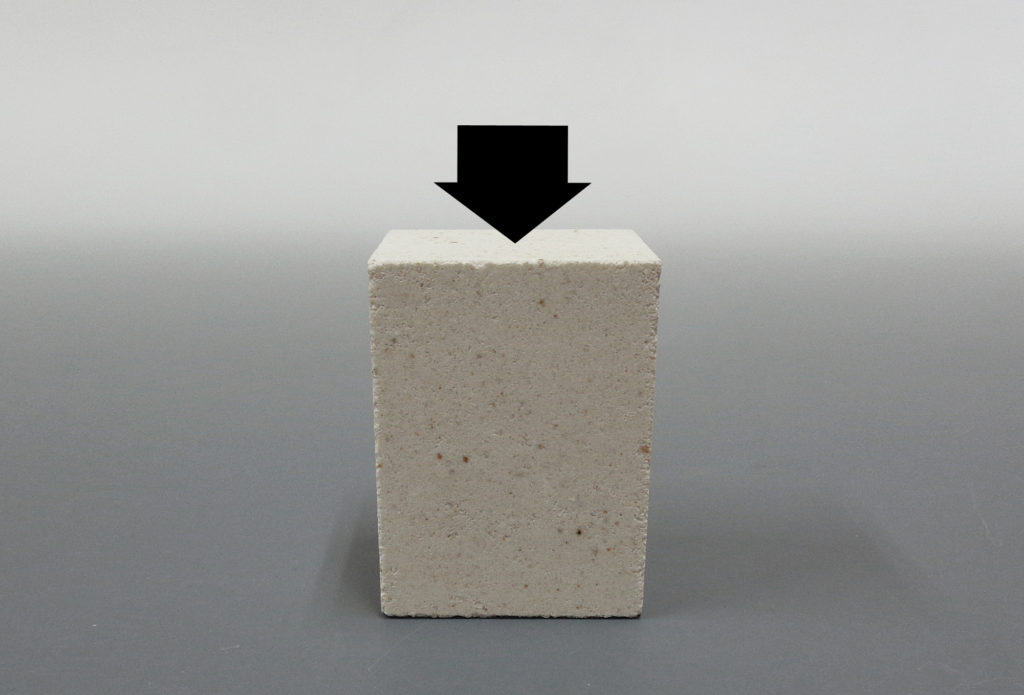
酸化物(シリカ)結合SiCの支柱です。
写真の物は高さ350mmで上下頭部分は80x80mmです。
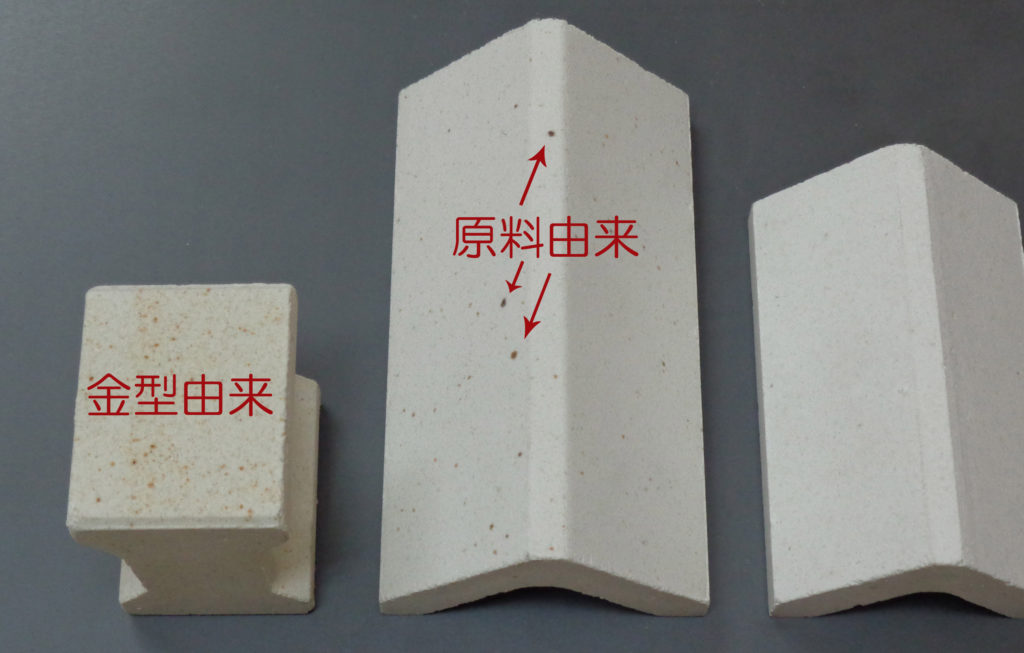
一般的にはムライト質の白色の支柱が多く使われますが、碍子(がいし)等の重量物を焼成される場合はSiC製支柱も使われます。前々回のブログ記事にあるように、ムライト製支柱の圧縮強度は約680kgf/㎠ですがこのSiC製支柱の圧縮強度は約1,500kgf/㎠です。又、ムライト支柱は熱間荷重により縮んで行きますが、SiC支柱にはそれがありません。
但し、SiC支柱とSiC棚板は焼成後引っ付く可能性がありますので、基本的には組みっぱなし(焼成毎に棚組をくずさない)の台車に組まれる場合が多いです。
尚、当社でもこの手のSiC支柱は在庫しておりませんので、基本的には全て受注生産となります(受注生産の場合は最低ご注文数量の設定がございますので別途お問い合わせ下さい)。
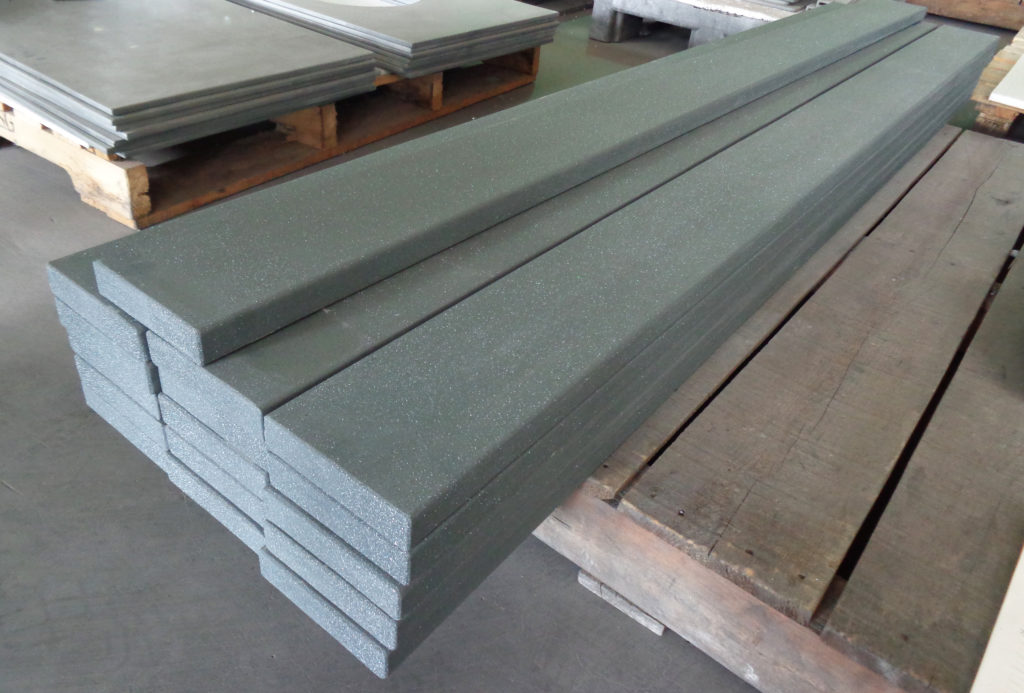
 見た目は金属のようにキラキラしていますが、これは含浸しきれなかった金属シリコンが表面に付着しているためです。この後サンドブラストで表面の余分な金属シリコンを削り取り、つや消しグレーのいつものSi-SiC耐火物の表面状態になります。
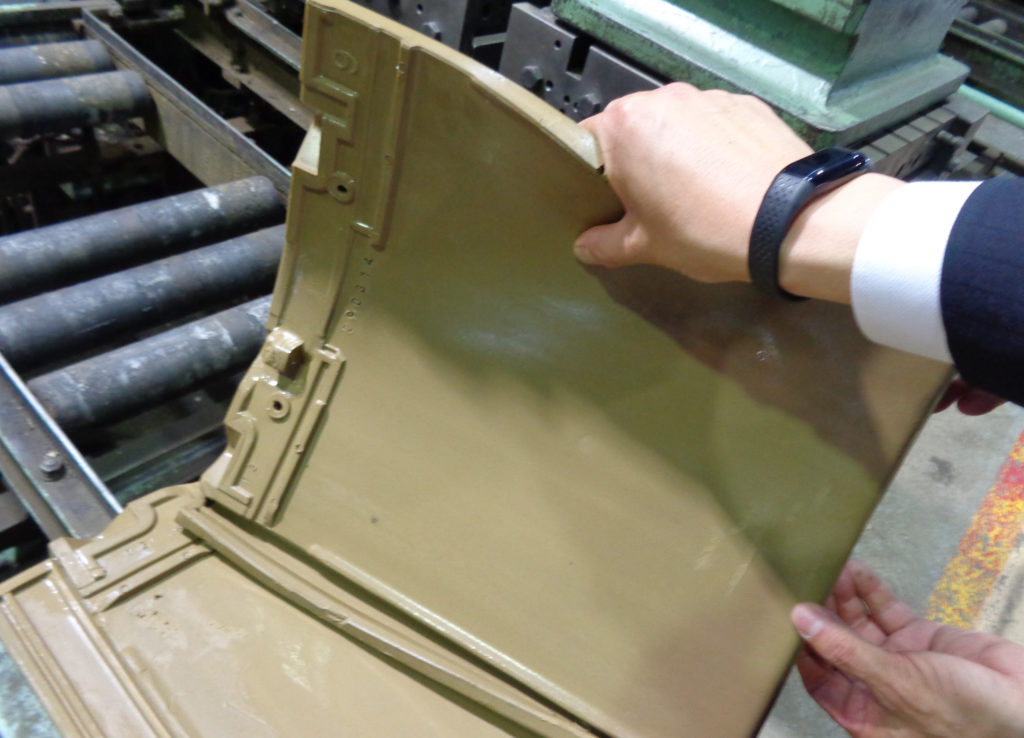
見た目は金属のようにキラキラしていますが、これは含浸しきれなかった金属シリコンが表面に付着しているためです。この後サンドブラストで表面の余分な金属シリコンを削り取り、つや消しグレーのいつものSi-SiC耐火物の表面状態になります。 約100mの長さのトンネル炉を10時間以上かけて台車が通り瓦は焼成されます。一つの台車はちょっとした小部屋くらいもの大きさがあります。
約100mの長さのトンネル炉を10時間以上かけて台車が通り瓦は焼成されます。一つの台車はちょっとした小部屋くらいもの大きさがあります。