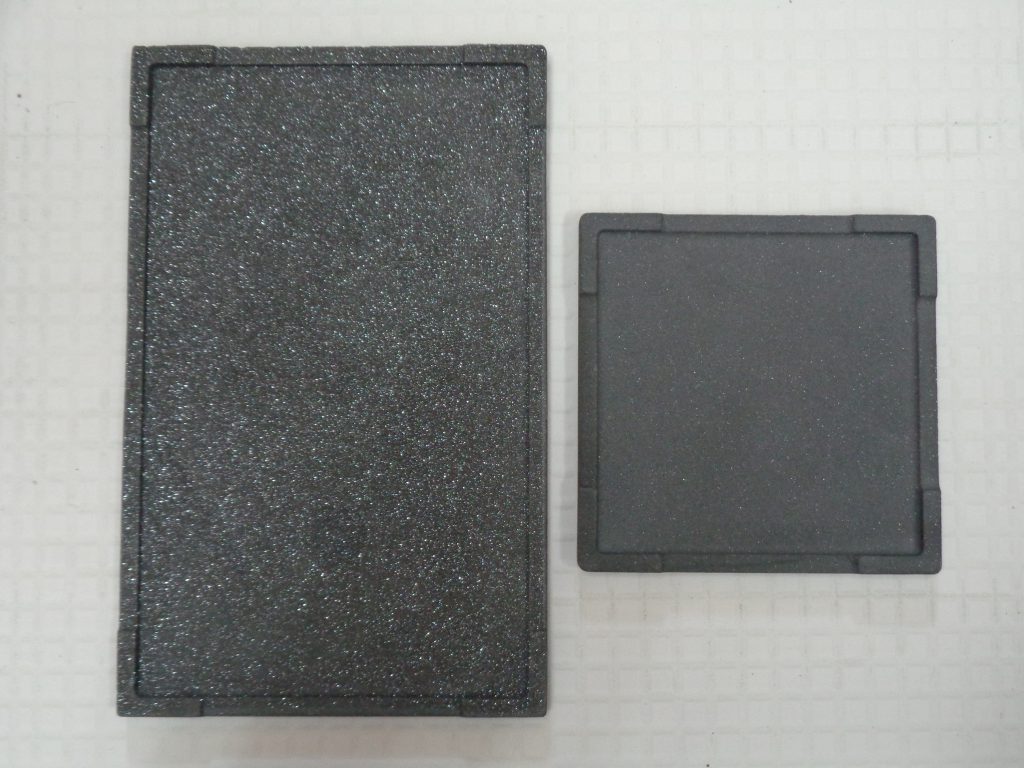
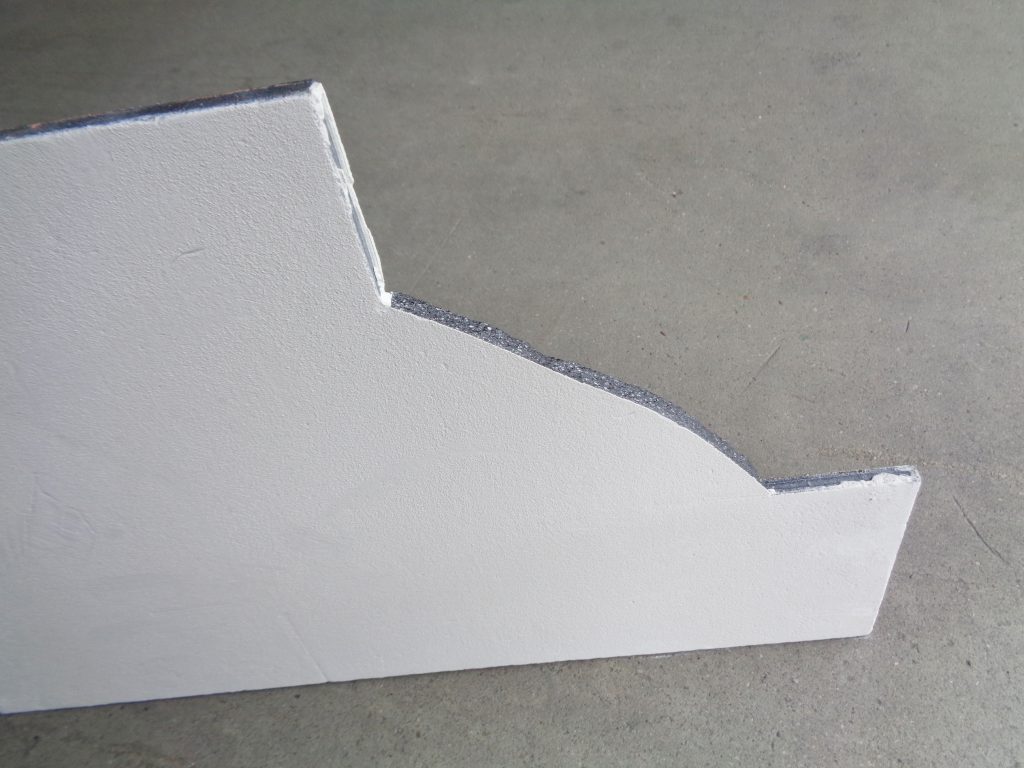
再結晶SiC(Recrystallized SiC / Re-SiC) 製のサヤ(匣鉢)です。 写真のサヤ(匣鉢)のサイズは300 x 230 x (70+10) H です。
写真のサヤ(匣鉢)のサイズは300 x 230 x (70+10) H です。
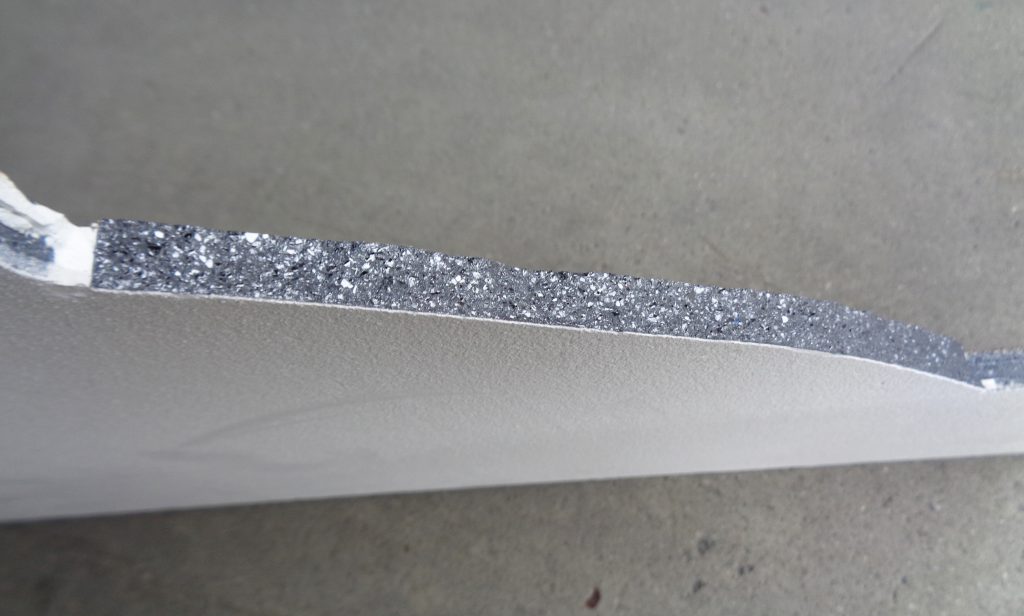
再結晶SiCの特徴は、SiC99%と他のSiC耐火物よりもシリカ分が圧倒的に少ない点で、シリカと反応してしまう材料・製品の焼成には有利です。
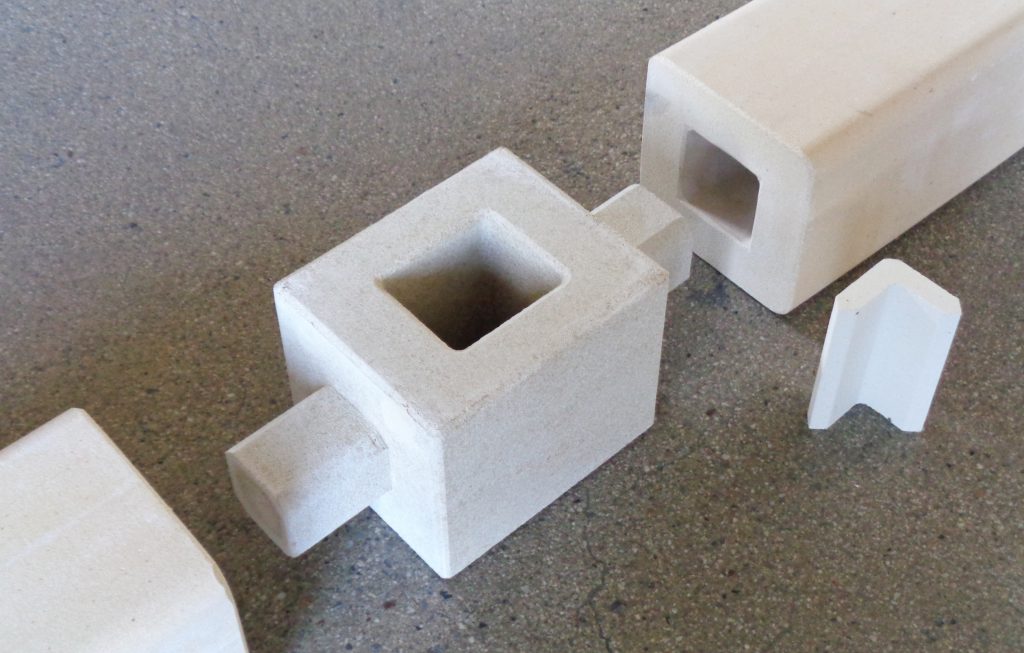
ただし、大気雰囲気での焼成では(焼成温度にもよりますが)酸素O2と反応し少しずつですが表目にシリカSiO2は生成されます。大気雰囲気での最高使用温度は1,600℃です。
一方、不活性ガス雰囲気や真空雰囲気での焼成ですと2,000℃以上でも持つ場合があります。
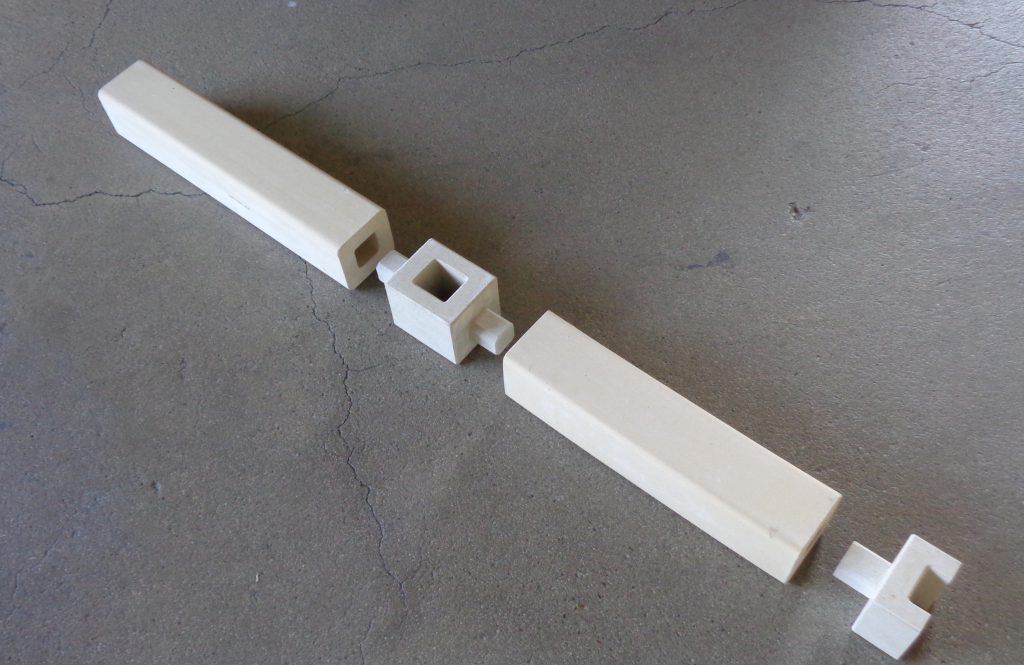
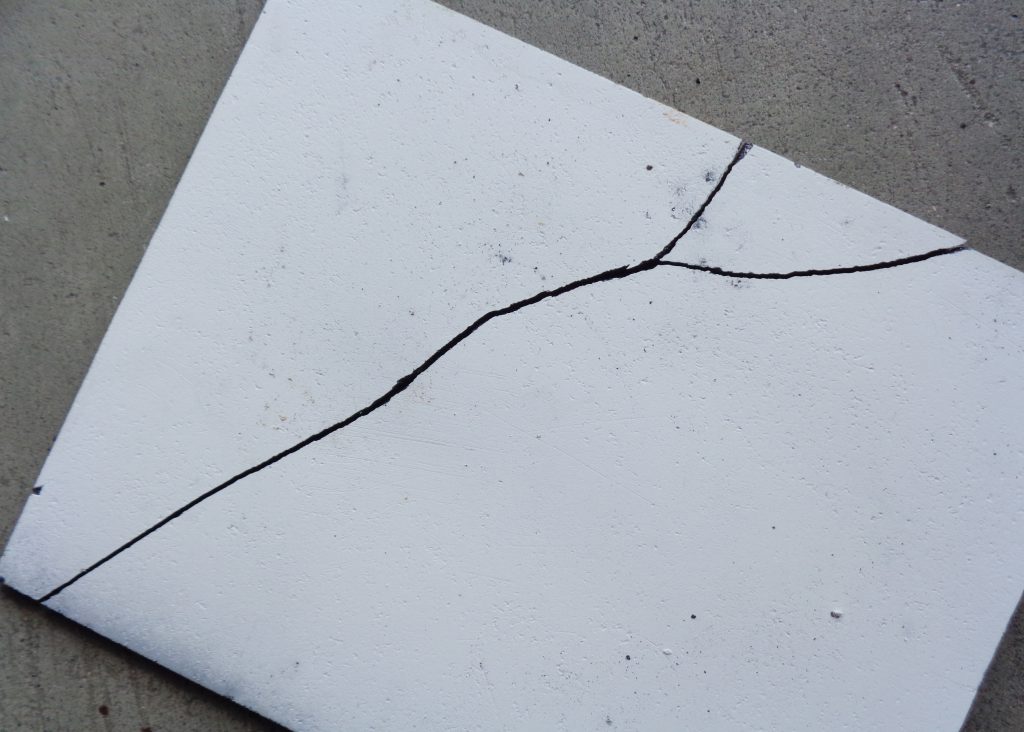
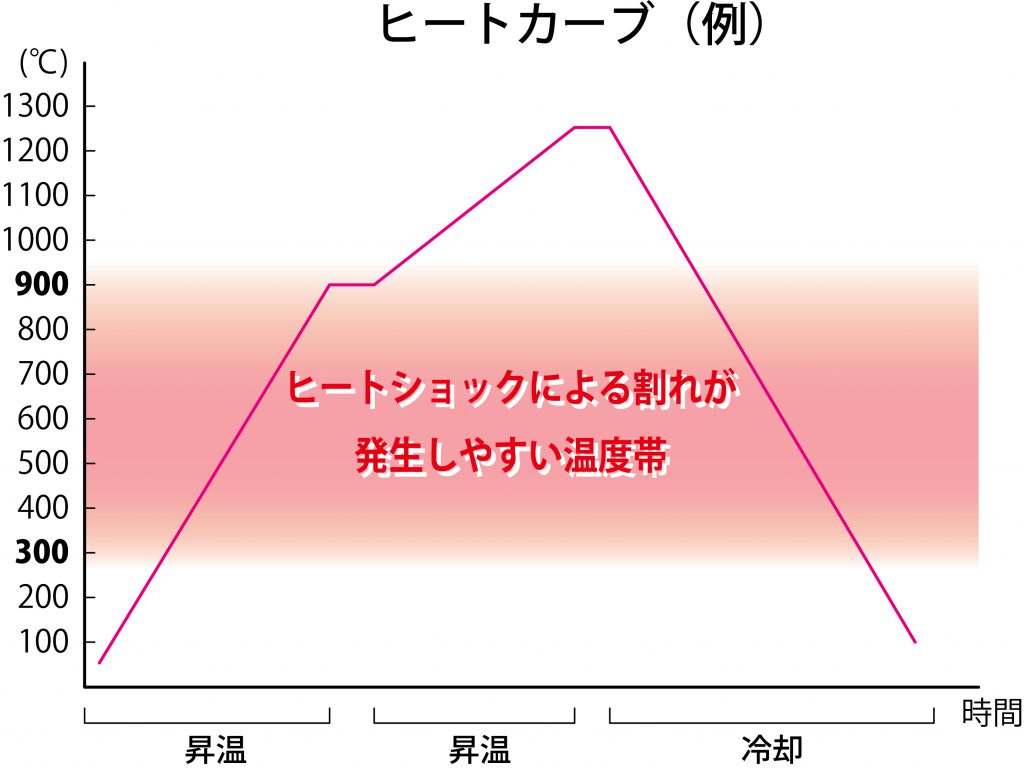
再結晶SiCはアルミナ系耐火物よりも機械的強度があり、熱伝導率も良く、ヒートショックにも強いのが特徴です。

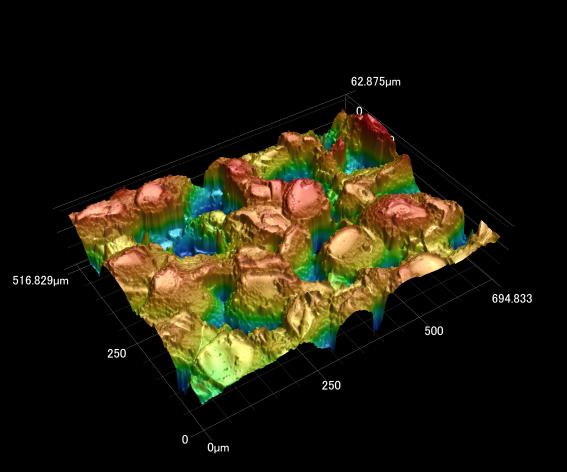
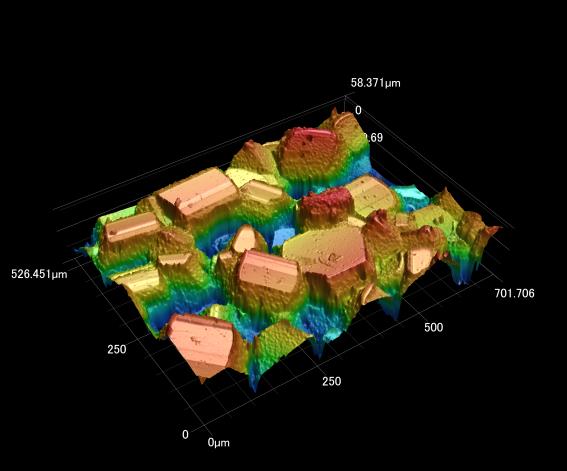 ウラ3D画像拡大
ウラ3D画像拡大