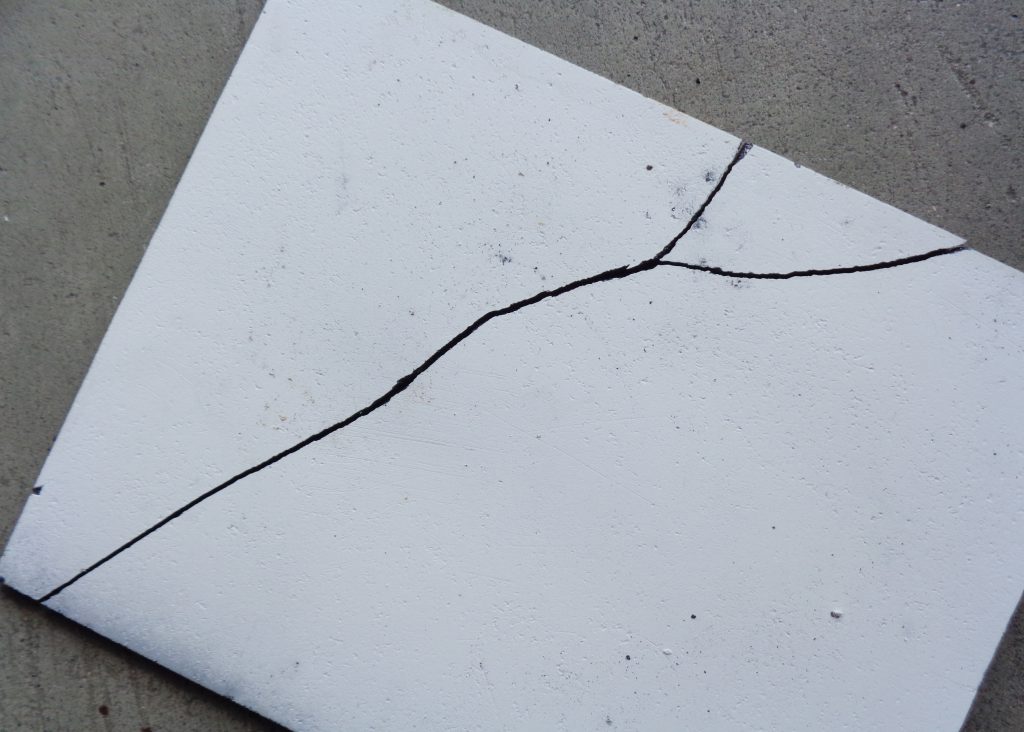
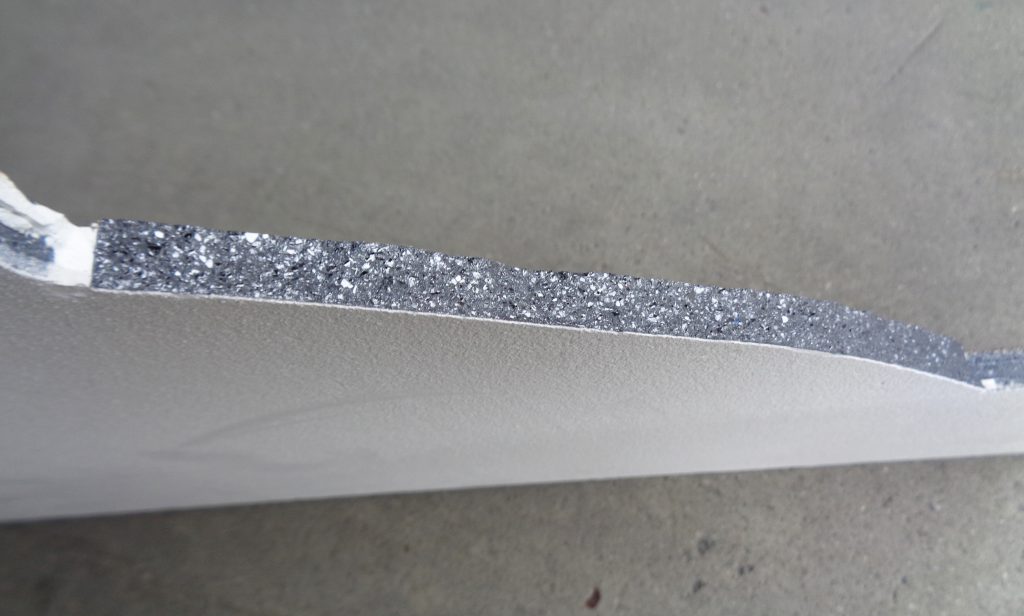
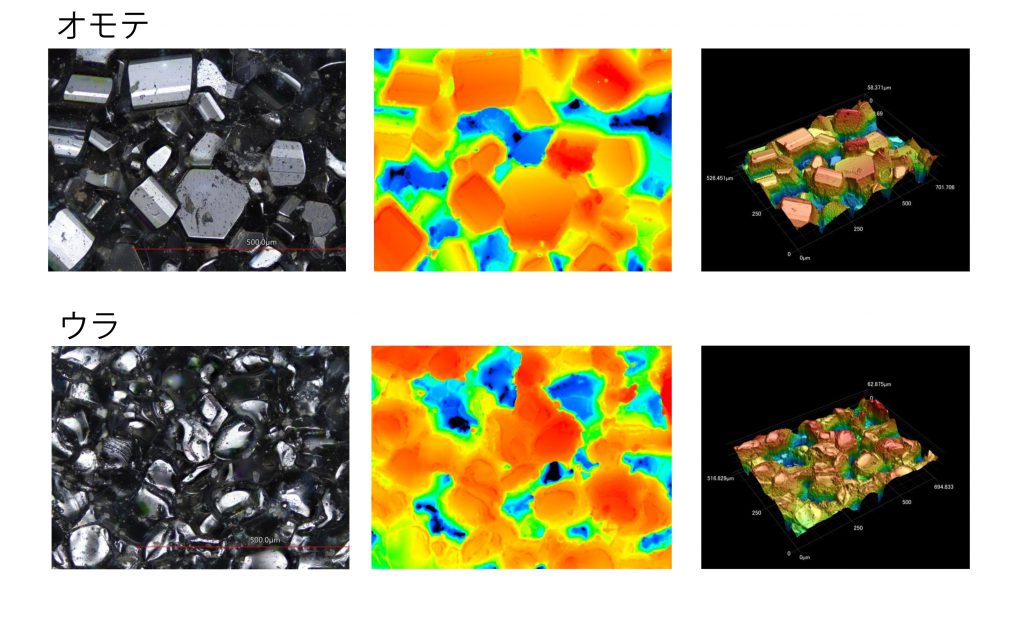
再結晶SiCプレート(SiC 99%)に炭酸リチウム系のワーク(粉体)を載せ、900℃大気雰囲気で焼成テストをしました。2回目の焼成までは大きな変化は有りませんでしたが、3回目焼成くらいからワークと接しているSiCプレート部分が白っぽくなりはじめ、徐々に反応度合いが大きくなり、最終的に7回目焼成でワークが溶けてSiCプレートに溶着してしまいました。その写真です。

裏側にまで貫通して反応の跡が見られます。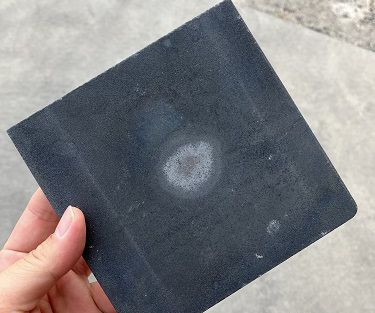
大気雰囲気での焼成中の反応は、1で炭酸リチウムがSiCと酸素O₂に反応し、ケイ酸リチウムが生成され、2でケイ酸リチウムがSiCと酸素O₂に反応し、炭酸リチウムとシリカが生成され、シリカとリチウムが反応した結果と思われます。
*シリカとリチウムは高温下において激しく反応します。
1:Li₂CO₃(炭酸リチウム) + SiC + 2O₂ → Li₂SiO₃(ケイ酸リチウム) + 2CO₂
2:2Li₂SiO₃(ケイ酸リチウム) + 2SiC + 4O₂ → 2Li₂CO₃ (炭酸リチウム) + 4SiO₂(シリカ)

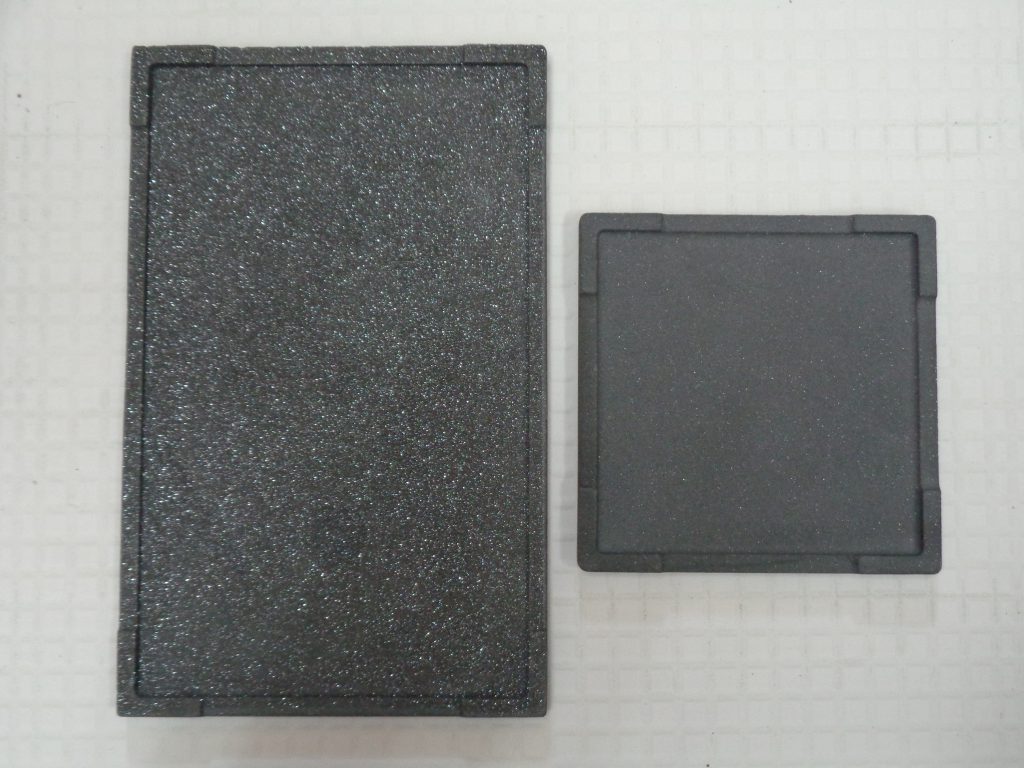
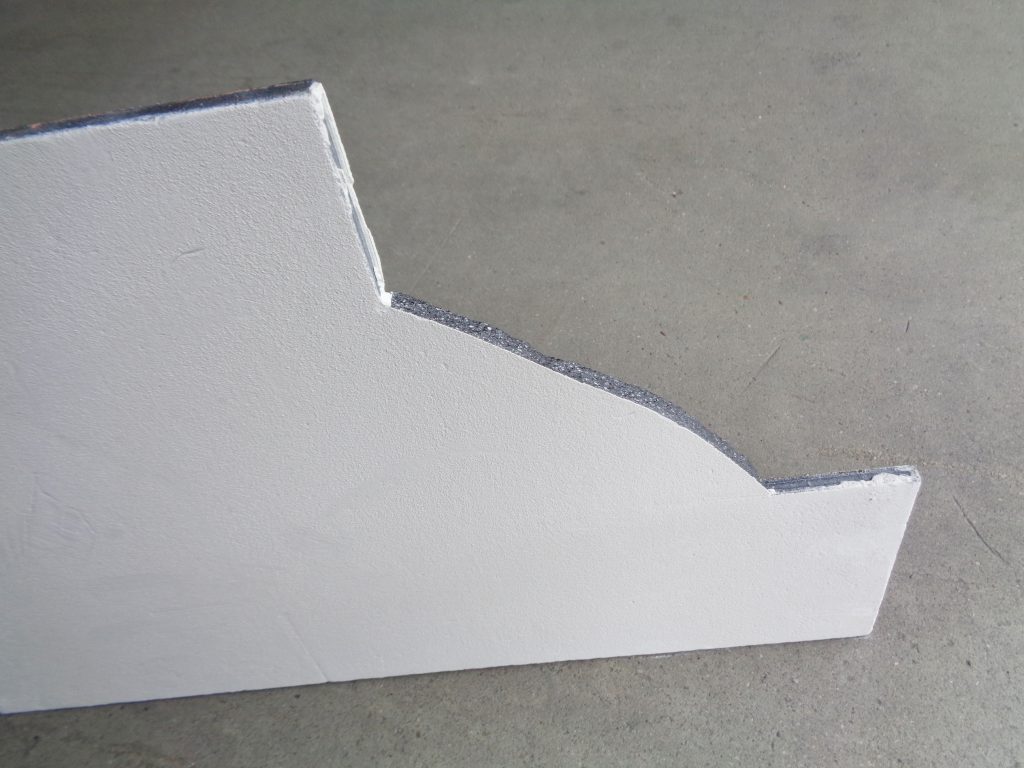
 切断面を見て判る通り内部には更に差が有り、右の他社品はSiC原料がしっかり充填できていない箇所が多々有ります。
切断面を見て判る通り内部には更に差が有り、右の他社品はSiC原料がしっかり充填できていない箇所が多々有ります。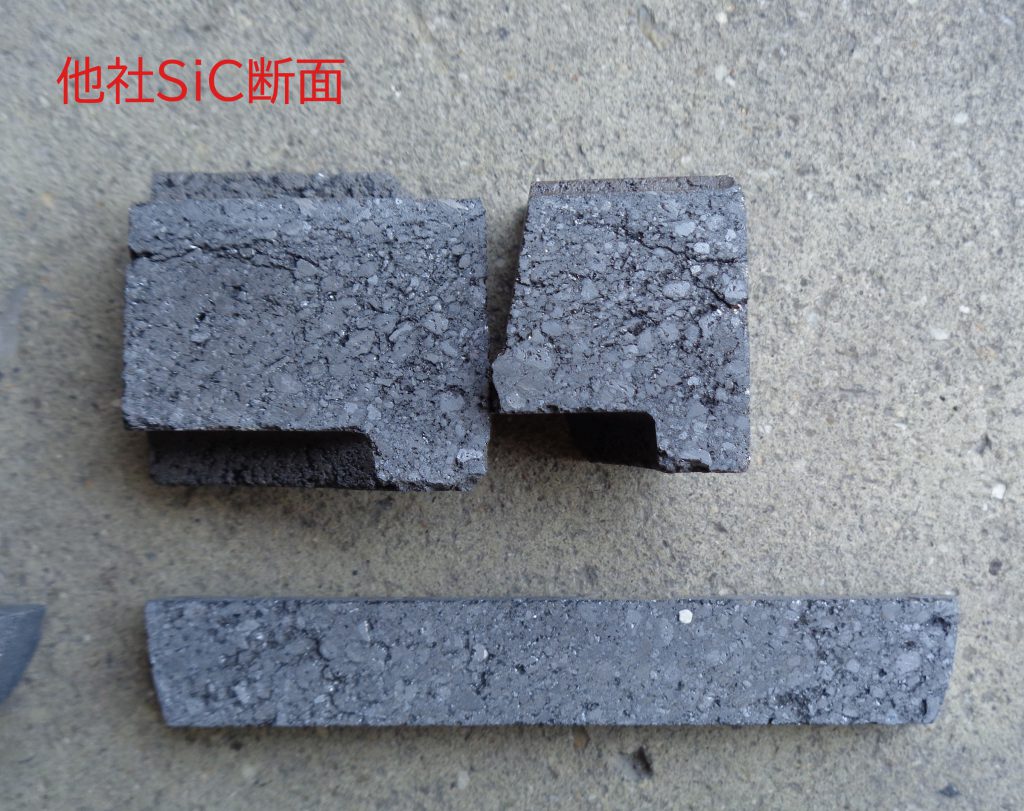


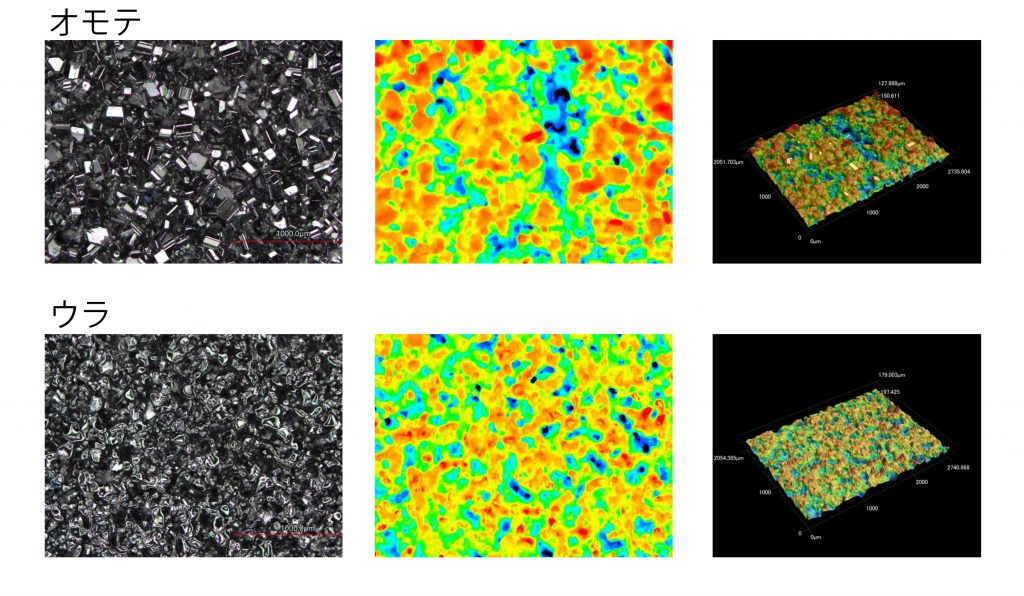
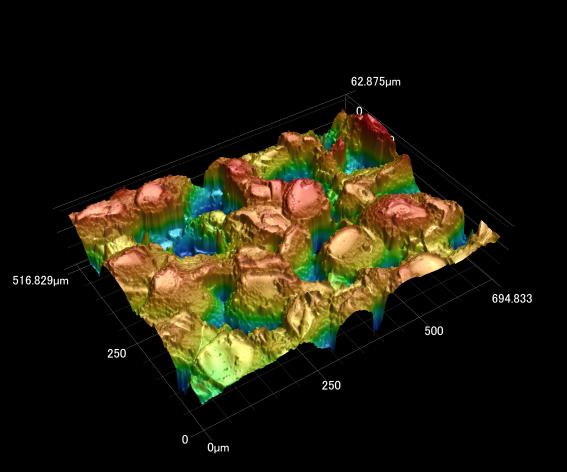
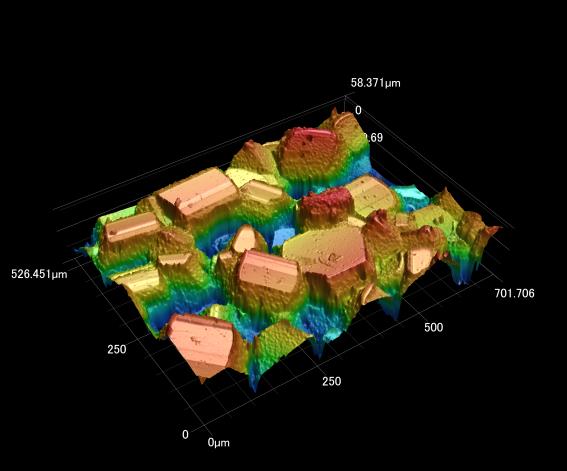 ウラ3D画像拡大
ウラ3D画像拡大