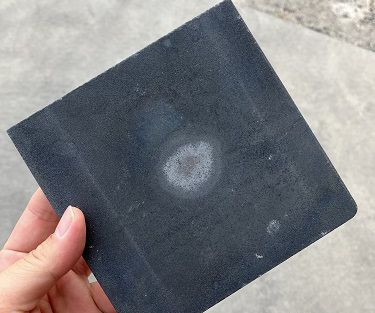
Si-SiC(反応焼結SiC)は曲げ強度が250Mpaと高機能SiC耐火物の中では強度がありますので、台車の構造材としてのビームによく使われます。ただし、最高使用温度が1350℃ですので、それ以上高温の条件下ですと、含侵している金属シリコンが染み出てきてしまいますので、ご使用頂けません。
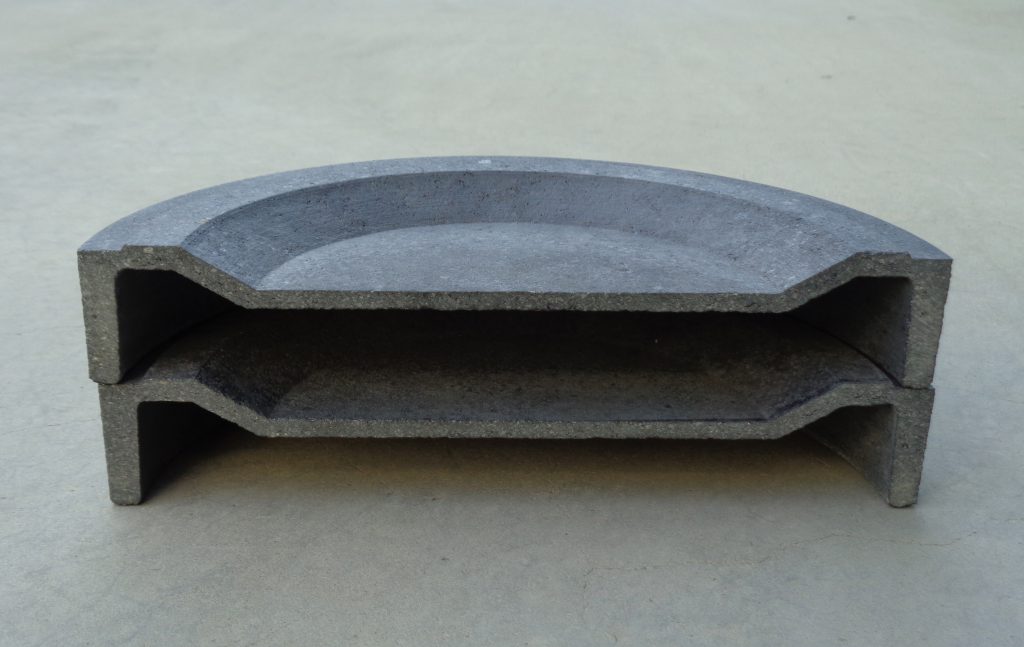
比較的平べったい形状のビームも製造可能です。

穴開きのビームも製造可能です(穴開け加工は焼成前のグリーンにのみ加工可能です)。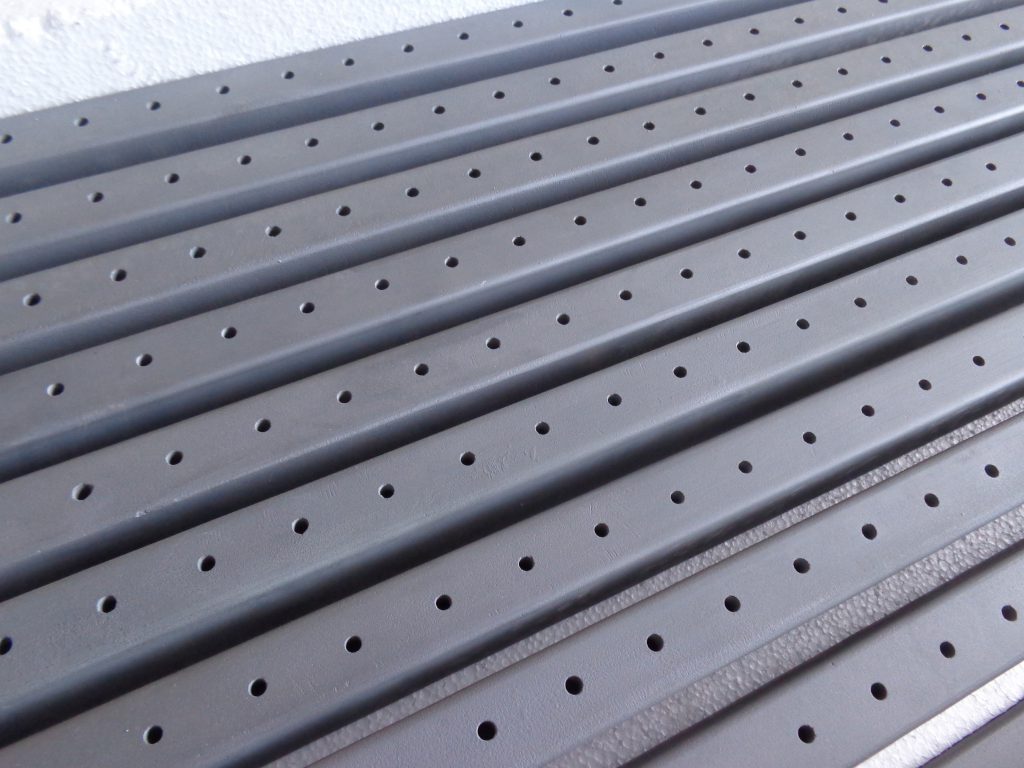
弊社では様々な形状・サイズのSi-SiCビームをご提供できますので、是非お問合せ下さい、