シビアな製品を焼成する場合に、載せる製品と棚板との接触具合が違ったり、表面粗さが違うと製品に影響が出る可能性も考えられますので、その点を検証する為再結晶SiCの見た目の違う部分の表面状態を比較分析しました。
キラキラの強いオモテ・キラキラの弱いウラを各10か所測定し、分布を表示したのが下のグラフです。(オモテ=青 ウラ=赤)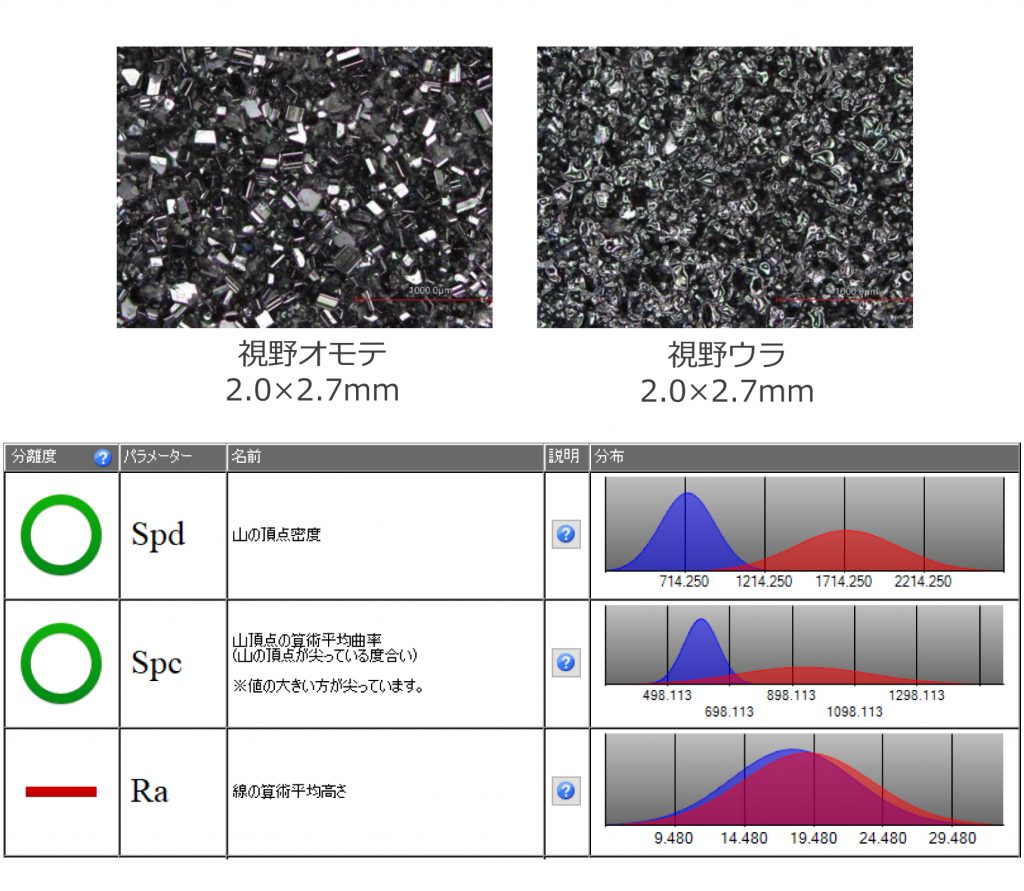
| 視野 2.0 x 2.7mm パラメーター | オモテ面(青) | ウラ面(赤) | ||
| Spd | /㎟ | 平均値 | 732 | 1728 |
| Spd | /㎟ | 標準偏差 | 171 | 328 |
| Spc | /㎟ | 平均値 | 606 | 937 |
| Spc | /㎟ | 標準偏差 | 56 | 213 |
この結果を見ると、再結晶SiCのキラキラの強いオモテ面は表面の凹凸の山の頂点密度が低く(山の数が少なく)、山の頂点は比較すると尖がっていないという事になります。尚、粗さでよく使われるパラメーターであるRaはほぼ同じでした。
製品がそれぞれの上に載った時にどちらが接触面積が大きいかは一概には言えません。また表面の山の数と山の鋭さは違いますが、それらがセラミックス製品焼成時の収縮に影響するのかしないのかも実際の製品でテストするのが良いかと思います。